
VerGo Pharma has state of an art UK-MHRA, EU-SUKL, TGA and WHO approved manufacturing units to provide a seamless approach through all phases of development and ultimately to commercialization. From simplified dosage forms in the earliest clinical pilot, Bio batches to critical registration/submission and commercial batches are being manufactured at VerGo.
State of the art Warehouse facility having dedicated area for storage of Raw and Packaging Material. Storage of Raw Material and Packaging Materials is done at designated areas like Under Test and Approved Material. First in first out system is used for dispensing of material. Spacious finished goods store is maintained under controlled temperature with adequate security and tracking system.




VerGo Pharma has state of an art UK-MHRA, EU-SUKL, TGA and WHO approved manufacturing units to provide a seamless approach through all phases of development and ultimately to commercialization. From simplified dosage forms in the earliest clinical pilot, Bio batches to critical registration/submission and commercial batches are being manufactured at VerGo.













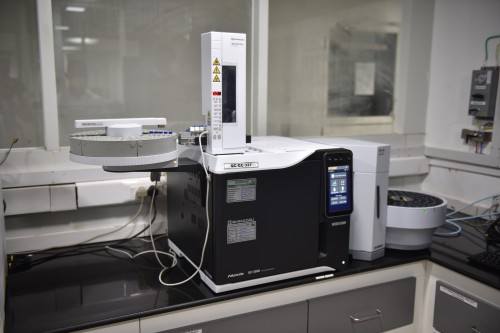
VerGo Pharma Research has fully established Quality Control facility to meet the ever rising demands of the global healthcare industry. Experienced Analyst and advanced capabilities lead to fast and scientifically sound results. We support testing of Raw materials, packaging materials and drug products like tablets, capsule and all intermediate stage samples like blend, compressed tablets, filled capsule, coated tablets etc. We have also well-established stability testing facility to meet requirements of all climatic conditions.









VerGo pharma has well equipped microbiology laboratory. We have Qualified equipments such as Horizontal Autoclave, BOD Incubators & Laminar air flow units. We support R & D department and GMP department with respect to microtrial limit testing and environmental monitoring activities.






VerGo Pharma provides stability study services as per ICH and GLP requirements for all four zones. We have 1,15875 L of storage space with walk-in and reach-in stability chambers including refrigerated and freeze thaw conditions as well as photo stability. Chambers are individually monitored 24/7 by “YOKOGAWA DAQSTATION DX2000 Recorder” which complies to US FDA 21 CFR Part11 with back-up units. We provide stability testing to support your regulatory submissions, and ensure accurate evaluation of quality, strength, purity, potency and identity of the products.

VerGo has reliable “Quality” objectives that are comprehensively designed and have correctly implemented system of “Quality assurance” incorporating “Good Manufacturing practices” and “Quality Control System”.

VerGo pharma has a branch of Engineering focused on maintaining and improving the site.



